


金属加工や表面処理の作業において、プロフェッショナルはしばしば2つの重要な研磨工具のどちらを選ぶか迷うことになります。これらの研削アクセサリーの基本的な違いを理解することは、プロジェクトの成果や効率、そして全体的なコスト効率に大きく影響します。両方の選択肢は産業用途において特定の目的を果たしていますが、それぞれ独自の特性を持っているため、異なる状況や材料要件に適しています。
選定プロセスでは、材料の適合性、表面仕上げの要件、工具の耐久性、および作業上の安全面など、複数の要素を評価する必要があります。専門の加工業者やメンテナンステクニシャンは、特定の用途におけるニーズを慎重に検討し、どの研削材が最適な性能を発揮するかを判断しなければなりません。本稿では、両方の研削ソリューションに関する技術仕様、実用的な応用例、および性能特性について包括的に解説し、お客様のワークショップや工業施設における適切な意思決定を支援します。
研削工具の基本を理解する
構造と設計の原則
従来型の砥石は、レジン、ビトライズド、またはゴム系の結合剤を用いて、全体にわたって研磨粒子が結合された一体構造が特徴です。この均一な分布により、研削過程を通じて形状を維持する一貫性のある切断面が形成されます。砥石の剛性は優れた寸法安定性と精密な材料除去能力を提供し、厳しい公差と一貫した結果が求められる用途に最適です。
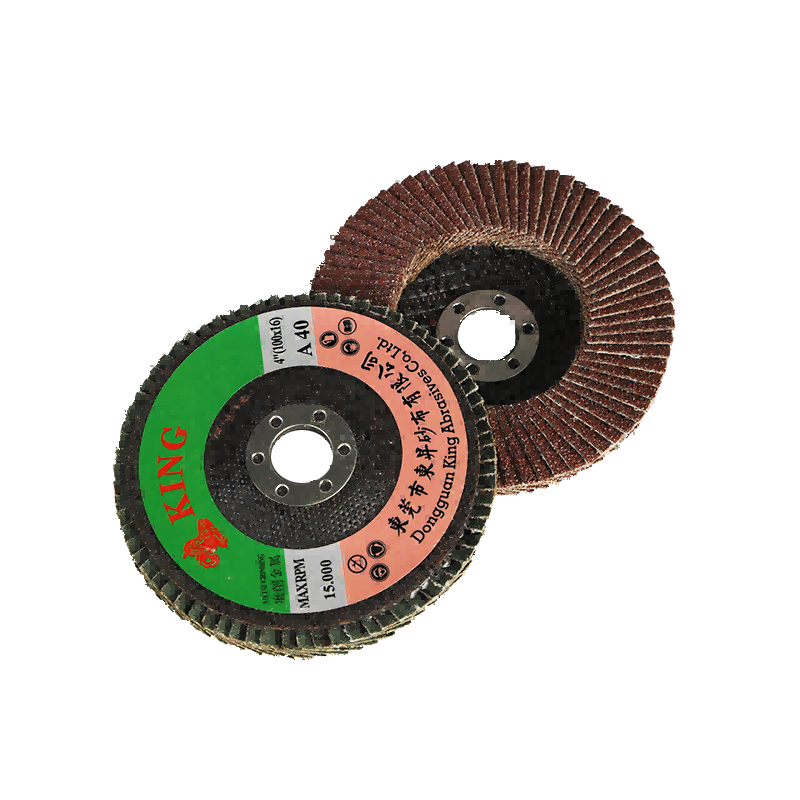
それに対して、 プラップディスク 重なり合った研磨布製のフラップが中央のバックアッププレート周囲に放射状に配置されています。この柔軟な構造により、個々のフラップが表面の輪郭に沿って変形でき、緩衝作用のある研削が可能になります。重ね合わせ構造により、外層が摩耗しても常に新しい研磨面が露出し、ディスクの使用期間中を通して一貫した性能を発揮します。
材料組成の変動
グラインディングホイールは、用途や対象材料に応じて通常、酸化アルミニウム、炭化ケイ素、またはセラミック系の砥粒を使用します。砥粒のサイズ分布や結合剤の選定は、切削特性、ホイールの硬さ、および熱的性質に直接影響を与えます。硬い結合剤はホイール寿命を延ばしますが、より多くの熱を発生するのに対し、柔らかい結合剤は冷却効果の高い切削が可能ですが、ホイールの消耗が早くなります。
フラップディスクの研磨布地には、一般的にポリエステルまたは綿製の基材に酸化アルミニウム、ジルコニアアルミナ、またはセラミック系砥粒が使用されています。布地の基材は柔軟性と耐裂性を提供し、一方で研磨コーティングは安定した材料除去率を実現します。高度な砥粒処理技術や冷却添加剤により、熱に敏感な材料での性能が向上し、過酷な使用条件下でも作業寿命が延長されます。
性能特性と能力
材料除去率と効率
砥石は、激しい切断作用と高い素材除去率が求められる大量の材料除去作業において優れた性能を発揮します。剛性のあるホイール構造により、負荷下でも一貫した形状を維持でき、厚い部分に対して深い切り込みと高速な材料除去が可能になります。専門の金属加工業者は、最大の生産性が不可欠な荒削り加工、溶接前処理、および頑丈な表面処理作業において砥石を頼りにしています。
フラップディスクの性能は、優れた表面仕上げ品質を伴った制御された材料除去に重点を置いています。柔軟なフラップ構造は自ら研ぎ澄まされる作用を持ち、常に新しい砥粒を露出させると同時に、切断作用を緩衝してえぐれや表面損傷を低減します。この特性により、フラップディスク工具は仕上げ研削、ブレンド作業、および深い傷や研削痕のない滑らかな表面移行が必要な用途に特に効果的です。
熱生成と熱管理
研削作業中の発熱は、被削材の金属組織、工具寿命、および作業者の安全性に大きな影響を与える可能性があります。グラインディングホイールは、その激しい切削作用と堅固な構造により大量の熱を発生します。特に不適切な技術や過剰な圧力を加えて使用する場合、顕著になります。被削材の品質を維持し、熱処理材への熱的損傷を防ぐためには、十分な冷却液の供給と適切な研削条件が極めて重要です。
フレップディスクの構造は柔軟性があるため、個々のフラップ周辺での通気性が向上し、より効果的な放熱が促進されます。この設計により研削面での熱集中が低減され、布地のバックアップ材が追加的な断熱機能を提供します。低い運転温度は工具寿命の延長、被削材の変形抑制、長時間の研削作業中の作業者快適性の向上に寄与します。
アプリケーション固有の利点
精密研削および寸法制御
寸法の正確な制御と一貫した表面形状が求められる製造環境では、通常砥石の使用が好まれます。金型工場、精密機械加工施設、航空宇宙メーカーは、正確な形状を維持し、再現性の高い結果を提供できる点から、砥石に依存しています。剛性のあるホイール構造は負荷下でのたわみを抑えるため、狭い公差内での正確な材料除去が可能です。
表面処理作業では、フラップディスクの柔軟性と適合性が多くの利点をもたらします。曲面、不規則な形状、複雑な輪郭を持つ被削材は、砥石ではその剛性ゆえに適切に対応できない課題です。一方、フラップディスク工具は表面の変化に適応しながら一定の接触圧力を維持するため、複雑な形状においても均一な表面処理が実現できます。
材料用途の多様性
材料の硬度、熱感受性、構造的特性に応じて、異なる研削方法に対する反応はそれぞれ異なります。グラインディングホイールは、大量の材料除去が必要な鉄系金属、鋳鉄、焼入れ鋼部品に対して特に優れた性能を発揮します。適切なドレッシング手順により切削刃の鋭さを維持できるため、多様な金属加工用途において一貫した性能が保証されます。
アルミニウム、ステンレス鋼、その他の非鉄金属は、スメア(ねばつき)や砥粒表面の目詰まりを起こしやすいため、通常グラインディングホイールをロードさせてしまいます。フラップディスクは、個々のフラップが曲がりながら蓄積された切粉を剥ぎ取る連続的な自浄作用により、自然とロードを防ぎます。この特性により、フラップディスク工具は軟らかい金属、塗装面、および従来の砥石車が目詰まりしやすい材料に対して特に効果的です。
経済的配慮とコスト分析
初期投資と工具費用
研削工具の選定において、予算の考慮は個人の職人から大規模な製造業者に至るまで極めて重要な役割を果たします。グラインディングホイールは、一般的な金属加工用途で使用される基本的な酸化アルミニウム系製品の場合、初期購入コストが比較的安価であることが特徴です。大量購入契約や標準化されたサイズにより、消費量の予測が可能な大量生産環境では、経済的な選択肢となります。
フレップディスクの価格は、個々の研削フラップをバックアッププレートに組み立てるために必要なより複雑な製造工程を反映しています。高級グレイン配合材や先進的な布地基材は、従来のグラインディングホイールと比較して材料費をさらに高めます。しかし、作業寿命が長く、交換頻度が低いため、初期投資が高くても生産性の向上やダウンタイムの短縮によってコストを相殺できることが多くあります。
長期的な運用コストの削減
所有コストには、工具の消耗、作業効率、所望の表面仕上げ品質を達成するために必要な二次加工工程が含まれます。グラインディングホイールは切削効率と幾何学的精度を維持するために頻繁なドレッシング操作が必要となる場合があり、これにより時間および材料コストが研削工程に追加されます。過酷な使用条件下でのホイールの破損や早期摩耗は、運用予算に大きな影響を与える可能性があります。
フラップディスク構造の自己鋭利化特性により、ドレッシングの必要がなくなり、工具の使用期間中を通じて一貫した性能を提供します。ワーク1個あたりの研削時間の短縮および二次仕上げ工程の省略は、初期の工具投資額が高くなっても、結果として総処理コストを低減することが多いです。表面品質の向上により、後工程の研磨または仕上げ工程が不要になる場合もあり、全体的な経済的メリットがさらに高まります。
安全 考慮 と 最良 慣行
運用上の危険とリスク管理
砥石の作業には、砥石の破裂の可能性、飛び散る破片による作業者の怪我、有害な粉塵への暴露など、重大な安全リスクが伴います。安全な作業のためには、適切な砥石の取り付け、回転速度の確認、および定期的な点検手順が不可欠です。設置前の打音検査(リングテスト)により、使用中に重大な故障を引き起こす可能性のある欠陥を特定できます。
フラップディスクはその柔軟な構造によって、重大な故障モードに対して自然に優れた安全性を備えています。個々のフラップが分離する現象は、突然の砥石の崩壊ではなく、徐々に摩耗していくプロセスであるため、飛び散る破片による怪我のリスクを低減します。また、緩衝作用のある研削動作により、キックバックの発生が抑えられ、手持ち工具での使用時に操作者にとってより良い制御性を提供します。
個人保護装備の要件
両方の研削方法では、安全メガネ、フェイスシールド、耳の保護具、および処理対象の材料に適した呼吸保護具を含む包括的な個人用保護具が必要です。砥石作業は通常、より激しい破片を発生させるため、粒子の速度とサイズが大きくなることから、目と顔に対するより高いレベルの保護が求められます。
ステンレス鋼、アルミニウム、塗装面などの有害な空中微粒子を発生させる材料を加工する際には、粉塵収集装置が特に重要になります。従来型の砥石によって発生する粗い破片と比較して、フラップディスク研削は一般的により微細な粉塵粒子を発生させるため、強化されたフィルター装置を必要とする場合があります。
最適なパフォーマンスのための選定基準
被削材の適合性
材料の硬度、熱感受性、および表面仕上げの要件は、最適な砥石工具の選定を決定する際の主な要因となります。高炭素鋼、鋳鉄、および超硬合金などの硬い材料には通常、積極的なグラインディングホイールが適していますが、柔らかい材料にはフラップディスク構造による制御された切削作用が有効な場合があります。
ステンレス鋼の加工、アルミニウムの処理、または特殊合金の機械加工など特定の用途では、それぞれの材料特性に最適化された砥粒の組成やバックアップ材が必要となる場合があります。金属組織的特性や耐熱限界を理解することで、重要用途における適切な工具選定を確実にできます。
表面仕上げ要件
最終的な表面品質の要求は、さまざまな業界において工具選定に大きく影響します。鏡面仕上げや特定の表面粗さ値を必要とする用途では、段階的に砥粒の細かい研削材を使用して複数回の研削工程を要する場合があります。グラインディングホイールは荒削り工程に適していますが、滑らかな表面を得るためには追加の仕上げ工程を多く必要とすることがあります。
フラップディスク工具は、単一の作業で均等な材料除去と優れた表面仕上げを実現するため、複数の研削工程を不要にすることが多いです。使用とともに生じる段階的な摩耗パターンにより、工具が経年変化するにつれて徐々に細かい切削作用が生まれ、研削プロセス全体を通じて自然に表面仕上げが向上します。
よくある質問
グラインディングホイールとフラップディスクの寿命の差を決めるのは何ですか
工具の寿命は、材料の硬度、加圧力、研削技術などいくつかの要因に依存します。グラインディングホイールは完全に摩耗するまで一貫した性能を発揮するのに対し、フラップディスクは新しい砥粒が常に露出することで長期間にわたる使用が可能です。適切な作業技術と特定の用途に応じた工具選定により、両タイプの工具とも運用効率とコストパフォーマンスを最大化できます。
両方の工具を同じグラインダーで使い分けることはできますか
ほとんどの角型グラインダーや携帯用研削機器は標準的な取り付け方式で両方のホイールタイプに対応していますが、サイズやネジの互換性は必ず確認する必要があります。工具の種類によって運転速度や安全要件が異なる場合があり、その場合は作業者のトレーニングや装置の調整が必要です。異なる研削工具タイプを切り替える際には、常にメーカーの仕様および安全ガイドラインを確認してください。
どちらの選択肢が時々行うDIY用途においてより優れた価値を提供しますか
偶発的な使用者は、経時的に劣化する可能性のあるグラインディングホイールと比較して、フラップディスクの多用途性や長期保管寿命の恩恵を受けることが多いです。フラップディスクの構造が持つ寛容な特性により、習得の難易度が低下し、さまざまなプロジェクトで一貫した結果を得られます。ただし、特定の用途や予算の制約は、個々のプロジェクト要件に基づいた最終的な選定を導くべきです。
環境要因は工具の性能にどのように影響しますか
湿度、温度、保管条件は、異なるメカニズムを通じて両方の工具タイプに大きな影響を与えます。グラインディングホイールは湿気を吸収して構造的強度を失う可能性があり、一方でフラップディスクは極端な条件下で布地バックの劣化が生じる場合があります。適切な管理環境での保管と定期的な点検プロトコルにより、環境面の課題に関わらず工具の最適な性能を維持できます。